

Der Rumpf
Die Bauteile für den Rumpf werden präzise mit Laser aus gesandstrahltem und grundiertem
Schiffbaustahl geschnitten und nach dem Zusammenbau mit weiteren Schutzanstrichen
versehen, um einen optimalen Korrosionsschutz zu gewährleisten.
Gewicht Rumpf ohne Ausbau und Maschine: ca. 1400kg.
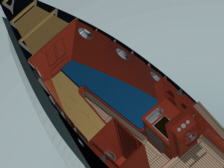
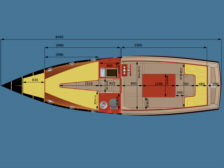
Auf den nebenstehenden Bildern sehen Sie, wie Ihr Backdecker nach der Montage von
Inneneinrichtung und Deck aussehen könnte. Sie können den Innenausbau sowie den Einbau von
Motor und Technik in Eigenregie durchführen oder dies teilweise oder vollständig
von uns nach Ihren Wünschen ausführen lassen.
Das Deck
Im Gegensatz zum Rumpf ist das Deck, dem dieses Boot seine Bezeichnung verdankt,
aus Holz. Dies führt aufgrund des niedrigeren Gewichts dazu, daß das Boot insgesamt
nicht so schwer wird und der Gewichtsschwerpunkt tief liegt. Es besteht aus formverleimten
Decksbalken, Holzart passend zur Inneneinrichtung, auf denen eine stabile Sperrholzplatte
und als Abschluß ein Stabdeck aus Teak oder Oregon-Pine montiert sind.
Das Interieur
Der Innenausbau ist wie das ganze Boot formschön, praktisch und einfach gehalten und
kann neben dem traditionellen Mahagoni auch in anderen Holzarten ausgeführt werden.
Die Bodenplatten können mit einem Teak-Belag versehen oder klarlackiert sein. Der
schallgedämmte Motorkasten in der Plicht wird als Tisch genutzt, seitlich und dahinter
sind Bänke, auf denen man gemütlich sitzen kann. Das weit öffnende Schiebeluk erlaubt
einen bequemen Zugang ins Vorschiff, das mit einer lichten Höhe von über 1,7m zwischen Fußboden
und Decksbalken fast Stehhöhe hat. Hinter dem Schott befindet sich auf der einen
Seite eine Toilette und auf der anderen Seite eine Kochecke. Daran schließen sich
nach vorne die Kojen an. Unter den aufnehmbaren Kojenabdeckungen ist ausreichend
Stauraum, dazu gibt es vor dem vorderen Schott noch einen großen Schrank. Oberhalb
der Kojen sind die Bordwände mit einer Wegerung, d.h. Leisten aus Massivholz oder
einer durchgehenden Sperrholzplatte verkleidet.
Der Antrieb
Der Backdecker ist vorgesehen für den Einbau eines Dieselmotors mit einer Leistung
von 30-60 kW. Welle und Stevenrohr befinden sich größtenteils in der durchgehenden
Kielflosse, an deren Ende das untere Ruderlager befestigt ist.
Der Bau


Am Anfang steht die Anlieferung der von unserem Zulieferer
Laser-Gera
millimetergenau geschnittenen Bleche. Alle Teile sind aus Schiffbaustahl, dessen
Festigkeit weit über dem üblicherweise verwendetem Baustahl liegt.
Die Bleche sind bereits gesandstrahlt und grundiert um einen optimalen Korrosionsschutz
zu gewährleisten.
Die Bohrlöcher und Ausschnitte zur späteren Montage von Einbauten und technischer
Ausrüstung sind ebenfalls schon vom Laserautomaten entsprechend des vor Baubeginn
erstellten CAD-Plans geschnitten worden.
Die aus einem Stück geschnittenen Spanten werden auf die Helling geschraubt, die
nach dem gleichen Plan lasergeschnittene Aufnahmen für die Spantköpfe hat. So
entfällt das mühsame und fehlerbehaftete Ausrichten der Spanten, nachdem die
Helling mit Stellschrauben auf dem Boden in einer exakten Ebene ausgerichtet ist.
Bevor die Außenhaut an die Spanten geheftet werden kann, werden Boden und Seiten
aus jeweils zwei Teilen zusammengeschweißt und eventueller Schweißverzug vor der
Montage bereits gerichtet.
Boden- und Seitenplatten werden auf den Spanten in ihre Posion gebracht und fixiert.
Die Heftschweissungen wie später auch die Komplettverschweißung werden von außen
durch in die Bleche gelaserte Langlöcher, die bedingt durch die präzise Konstruktion
und Fertigung exakt über den Spanten plaziert sind, durchgeführt, dadurch wird eine
Beulenbildung in der Außenhaut weitestgehend vermieden, da der zwangsläufig auftretende
Schweißverzug mittig auf die Spantkante wirkt.


Diese Vorgehensweise erlaubt die Verwendung wesentlich leichterer Materialstärken,
in diesem Fall 3mm für die Außenhaut, wo üblicherweise nur um Beulen zu vermeiden,
und nicht etwa weil es für die Festigkeit erforderlich wäre, mindestens 4-5mm dickes
Blech verarbeitet wird. Im Automobilbau, wo bekanntlich noch dünnere Bleche zum Einsatz
kommen, ist dies seit langem gängige Praxis, die ich zusmmen mit dem Fahrzeug- und
Karosseriespezialisten
T. Sonnen zu einer
innovativen Bootsbautechnologie weiterentwickelt habe.


Nachdem auch Spiegel, Kielflosse und der Ruderkoker angeheftet sind, wird der Rumpf
komplett verschweißt. Da fast alle Schweißnähte außen sind, können diese dann so
sauber bündig geschliffen werden, daß sie nach der ersten Grundierung nur noch für
das geübte Auge erkennbar sind.
Die Grundierung ist innen wie außen eine robuste Epoxidbeschichtung, die ein
Durchdringen des Wassers zum Stahl sicher verhindert und unempfindlich gegen
mechanische Einwirkungen ist.
Damit nach der Endlackierung ein makellose Oberfläche sichtbar wird, erhalten die
Seiten eine 1-2mm dicke Schicht Epoxidspachtel, der mit einem großflächigen
Schleifbrett zu einer wirklich gleichmäßigen Fläche modelliert wird.
Anschliessend werden verbliebene winzige Unebenheiten in der Spachteloberfläche
aufgefüllt und schließlich der Endlack aufgebracht, der für den endgültigen Glanz
noch poliert wird.
Der Unterwasserbereich erhält vor dem Antifaulinganstrich 5 Schichten der hierfür
vorgesehennen Unterwassergrundierung VC-Tar.
Im Inneren des Rumpfes werden die teilweise rauhen Oberflächen der Grundierung mit
Kunstharzlack abgedeckt.
Jetzt wird der Rumpf von der Helling getrennt und in seine bestimmungsgemäße Lage
gedreht und Wellenanlage mit Propeller, Seeventile sowie das Auspuffrohr werden
eingebaut, ebenso die vier Heissaugen, an denen das Boot mit den dazu pssenden
Drahtseilen oder Gurtschlaufen jederzeit ein- und ausgekrant weren kann, ohne daß
hiezu noch ein spezielles Geschirr mit Traverse und Hebegurten benötigt wird.


Um eine möglichst geringe Neigung der Propellerwelle zu erreichen, ohne daß der
Motor zu weit vorne im Boot eingebaut ist, wird der Motor an geigneter Position mit
dem Getriebe nach vorn eingebaut und die Antriebskraft über einen robusten Zahnriemen
auf die Propellerwelle gebracht.








Das Kühlwasser für den Motor wird über 2 umschaltbare und separat absperrbare
Kühlwasserfilter von außen angesaugt, so daß ein eventuell verstopfter Filter im
Notfall auch während der Fahrt gereinigt werden kann.
Überall dort, wo Einbauteile zu befestigen sind oder Bodenplatten aufliegen, werden
genutete Massivholzleisten auf die Innenkanten von Spanten und Bodenwrangen geschoben
und verklebt.
Um Kondenswasserbildung zu vermeiden, erhält die Außenhaut im vorderen Bereich eine
Isolierung aus 20mm dickem geschlossenporigem und brandhemmendem Zellkautschuk.
Die teilweise nach dem CAD-Plan schon vorgefertigten Teile der Inneneirichtung und
des Decks werden im unlackierten Zustand eingebaut und wo erforderlich, exakt eingepasst.
Die Einrichtung besteht aus wasserfest verleimtem Bootsbausperrholz und dazu passendem
Massivholz, traditionell fällt die Wahl auf Mahagoni, da es relativ witterungsbeständig,
gut zu verarbeiten und optisch ansprechend ist. Andere Hölzer können, sofern sie
grundsätzlich geeignet sind, auch verarbeitet werden.
wird fortgesetzt...
Mehr Bilder





